Mais, horreur, en continuant de pousser, ça coince, et je réalise que la crémaillère que j’ai remontée sur la colonne est trop saillante … je repose tout ça et mesure, la rainure qui accueille la crémaillère n’est ni assez large (manque plus de 1/10 mm, j’ai vraiment forcé pour insérer la crémaillère), ni assez profonde, mais là il manque 3 mm !! Perplexe, je quitte le garage qui me sert d’atelier, et laisse passer la nuit.
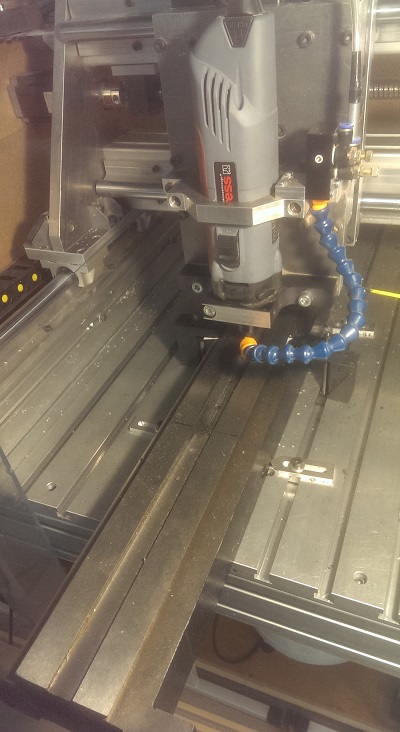
Le lendemain, j’ai décidé de proposer un challenge à ma cnc alu, je ne l’ai pas conçue pour l’acier, mais je n’ai pas d’autre solution ; difficile, car au-delà de la rigidité de la machine, il y a aussi que ma broche est une kress qui ne descend pas en dessous des 5000 trs/mn, et ma micro-lub me semble bien innocente tout à coup ; je vais donc devoir prendre une fraise carbure de 4, je n’ai que des 2 dents, il va falloir y passer du temps !! Après une séance pénible pour extraire la crémaillère de sa rainure (j’avais vraiment forcé pour la mettre en place), j’attaque :
Avance 600 trs/mn, passes de 2/10 mm, ça passe vraiment sans problème, mais tout de même près de 90 mn d’usinage ; résultat bien propre, le remontage se passe désormais sans difficulté.
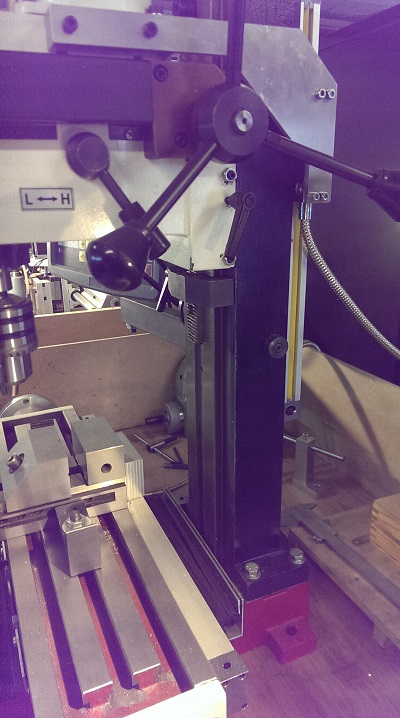
A l’essai, le comportement de la fraiseuse n’a plus rien à voir, la machine est transformée : plus de vibrations, et je peux sereinement attaquer l’acier (attention, ça reste une petite fraiseuse !). La colonne n’est plus orientable, mais ça n’a pour moi aucune importance, la colonne demande des réglages d’orthogonalité très précis de toutes les façons pratiquement incompatibles avec des ré-orientations !







Bonjour,
Très intéressant votre site, sur la fraiseuse notamment !
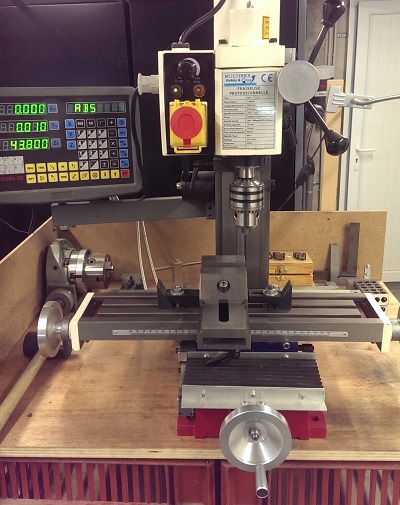
Comme vous, j’ai acheté une fraiseuse MULTIREX réf 460 131 ( https://www.multirex.net/fraiseuse-500w-moteur-brushless-c2x32007586 ) et comme vous, j’ai les mêmes problèmes à cause de la colonne inclinable. De plus, en vérifiant la verticalité suivant l’axe X, j’ai 0,17 mm de différence au comparateur !
D’après la référence de ma fraiseuse, d’après vous, est-ce que l’adaptation d’ArcEurotrad est compatible ? ( https://www.arceurotrade.co.uk/Catalogue/Machine-Spares/SX2-Mill-Spares/SX2-6-13-74-Fixed-Column-Conversion-Kit ).
Est-il possible d’avoir le lien du fournisseur des DRO ?
Merci d’avance pour votre réponse et vos éclairages.
Gérard BEDON.
Bonjour Gérard,
je suis bien en peine de répondre à vos questions, car le temps a déjà passé, et l’offre commerciale a évolué …
Pour autant :
– J’ai regardé le kit d’arceurtrade, il ressemble diablement à celui que j’ai acheté, et les spec sont les mêmes : Sieg X2 mini-mill ; si j’étais à votre place, je demanderais confirmation quand au profil des glissières (pour ma part, en écart avec l’original, j’ai du jouer sur l’épaisseur des lardons), ainsi que la largeur et la profondeur de l’encastrement de la crémaillère.
– Les DRO : j’ai acheté sur Ali, les fournisseurs ne durent pas très longtemps, et le mien n’existe plus depuis longtemps ! mais il y a une grande quantité de ces produits sur Ali, ce sont tous à peu près les mêmes ; j’ai d’ailleurs depuis racheté une règle pour m’en servir pour l’étalonnage des ma cnc, je n’ai eu aucun pb de compatibilité.
Cordialement, Michel