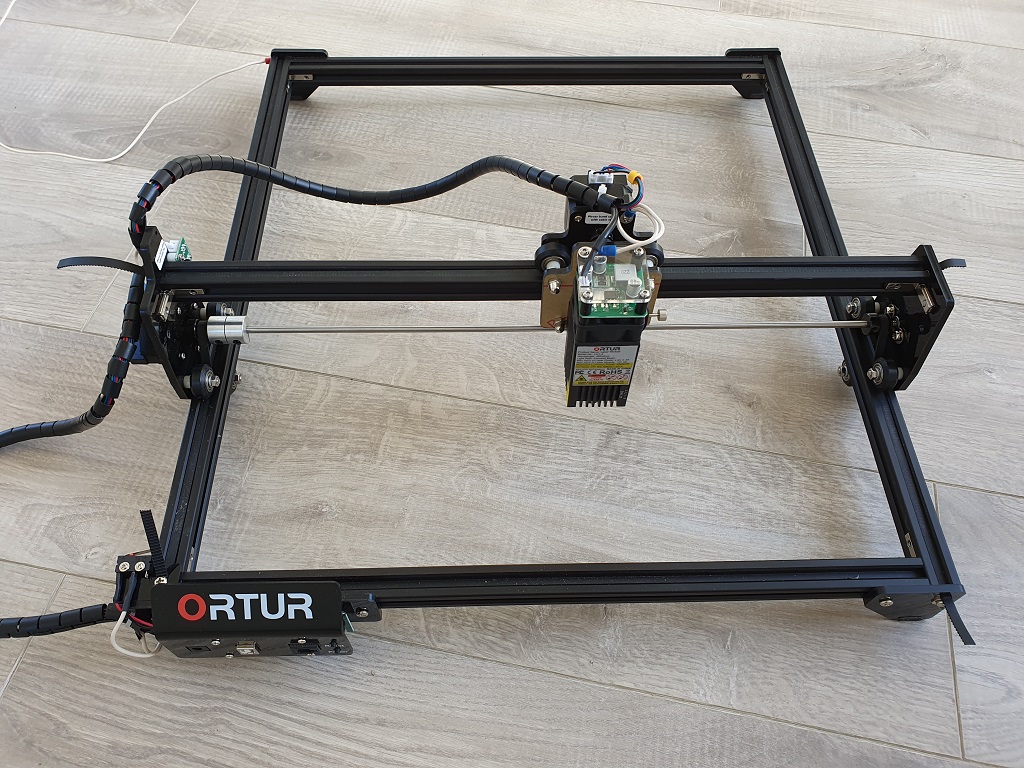
La machine n’est pas chère, des ajustements s’avèrent très vite nécessaires, sinon indispensables !
– La géométrie :
Si l’on souhaite une bonne précision – gravure sur une pièce découpée sur une autre machine, typiquement une cnc, ou gravure recto-verso comme pour les pcbs double-face – il est impérieux de s’assurer que les axes X et Y sont bien orthogonaux.
De base, l’orthogonalité est assurée grace à 2 équerres en métal injecté qui assurent la liaison entre les flans du portique et le profilé alu de ce dernier, et 4 équerres qui assurent la liaison entre les profilés latéraux qui constituent le cadre. Le résultat est correct mais sans plus, il est utile d’apporter d’éventuelles corrections à l’aide de cales calibrées. Je pense plus tard rajouter des équerres plus importantes et placées sur les profilés (et non dans l’angle des paires de profilés), ce qui rendra les réglages bien plus rationels ; idem entre le profilé du portique et les flans, moyenant leur remplacement.
Il faut également prendre garde à ce que la tension des 2 courroies latérales ne contraigne pas l’orthogonalité du portique (il faut retoucher la fixation des courroies de façon à permettre un réglage fin).
– Toujours la géométrie :
Le positionnement précis des pièces à graver n’est pas simple, la reproductibilité du 0 machine n’étant vraiment pas assurée. J’ai opté pour la méthode suivante :
Je fais précéder les opérations de gravure par une première gravure (donc en tout début de job) du contour de la pièce à graver,”agrandi” de 2/10, et d’une petite figure quelconque en dehors de la zone à graver ; ainsi, lors du lancement des opérations, j’interromps la gravure lorsque qu’elle atteint la figure, puis positionne la pièce à graver dans le contour qui vient d’être gravé, et poursuis la gravure.
Cette façon de procéder est un peu délicate mais efficace ; il faut cependant s’assurer que le faisceau laser est parfaitement perpendiculaire au plan de travail, sans quoi l’épaisseur de la pièce à graver induira un décallage par rapport au cadre de positionnement. Une façon d’approcher ce réglage est de considérer que le faisceau laser est bien parallèle aux faces latérales de la tête laser ; à partir de là, 2 équerres le long de 2 flans adjacents de la tête permettent de retoucher les divers fixations de la tête et du profilé du portique.
Sur le modèle 15w de cette machine, la focale du laser est fixe, le laser est monté sur une petite glissière à queue d’arronde en alu dont la position est arrétée grace à une vis portant sur l’arrête de la queue d’arronde ; ceci induit évidement une grosse imprécision de positionnement, je remédierai à celà à l’avenir ; pour l’heure, j’ai bloqué la queue d’arronde pour figer mes réglages, et assure le réglage de la focale grace à des jeux de cales placées sous la pièce à graver, en fonction de son épaisseur.
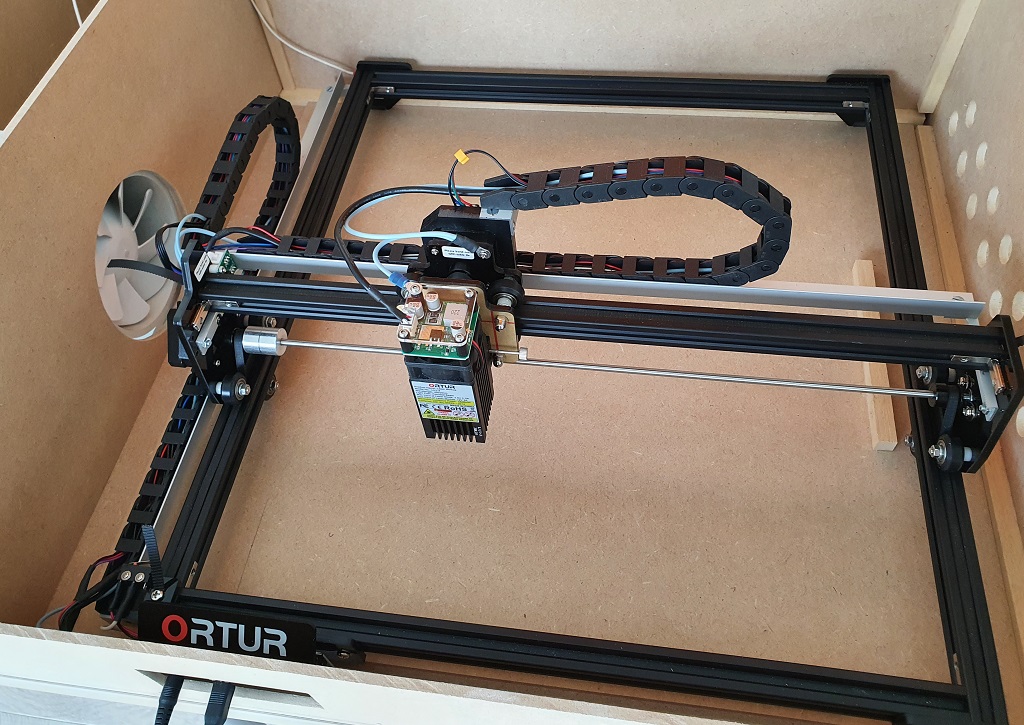
– La fumée :
Son évacuation s’impose rapidement, que ce soit pour des raisons d’efficacité ou de simple salubrité. J’ai opté pour un coffret en mdf de 6, équipé d’un extracteur d’air d’une puissance de 25w (GSB) et d’un conduit d’extraction d’air souple – attention, un simple ventilateur de PC ne suffit vraiment pas.




Bonjour,
Je suis très intéressé par votre sujet.
Serait-il possible d’voir une description détaillée de la façon dont vous passez du circuit Kicad au fichier utilisable par votre graveuse Laser (LaserGRBL) ?
Merci
Cordialement
Bonjour Philippe,
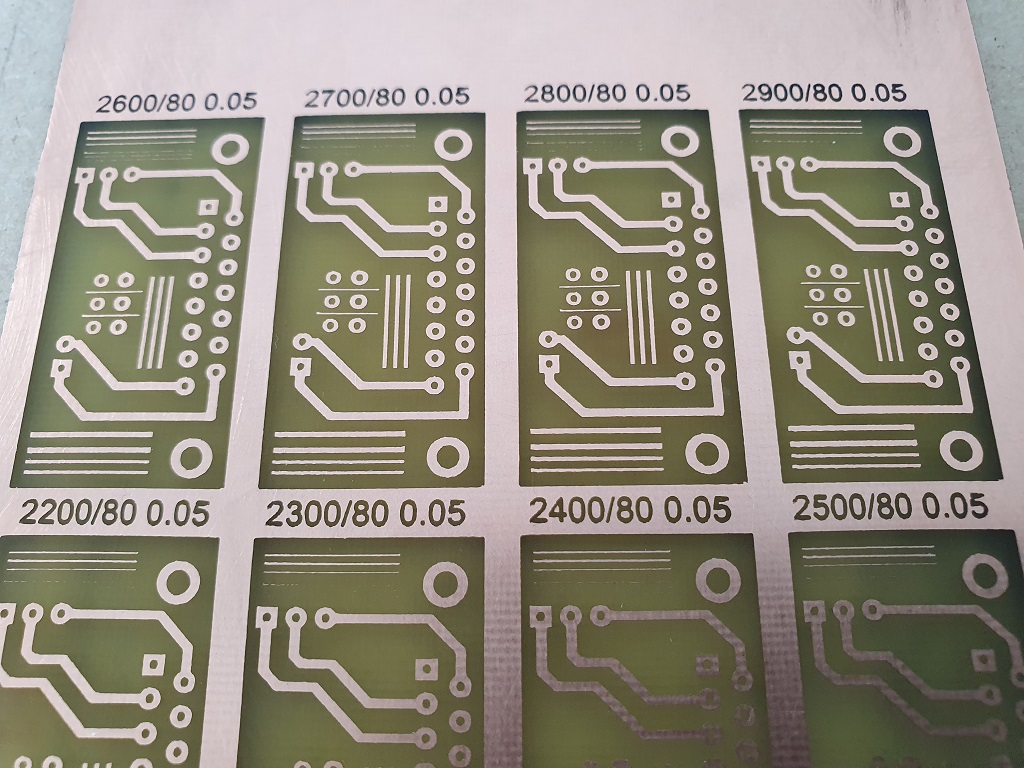
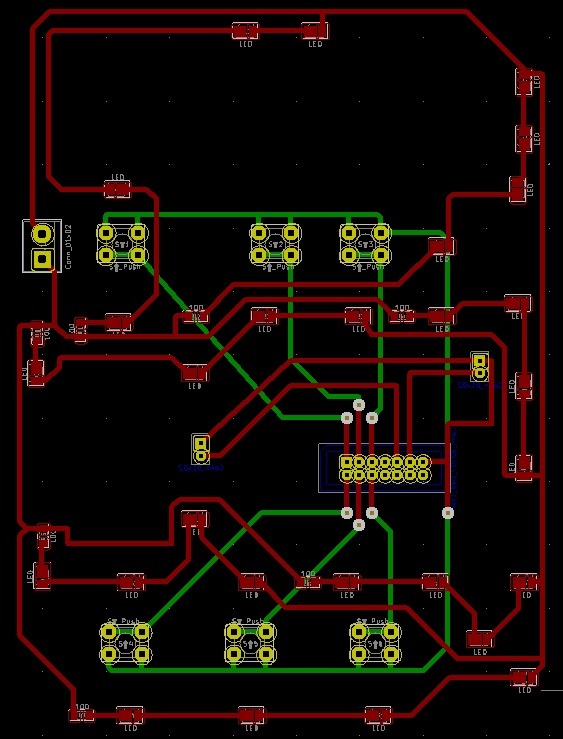
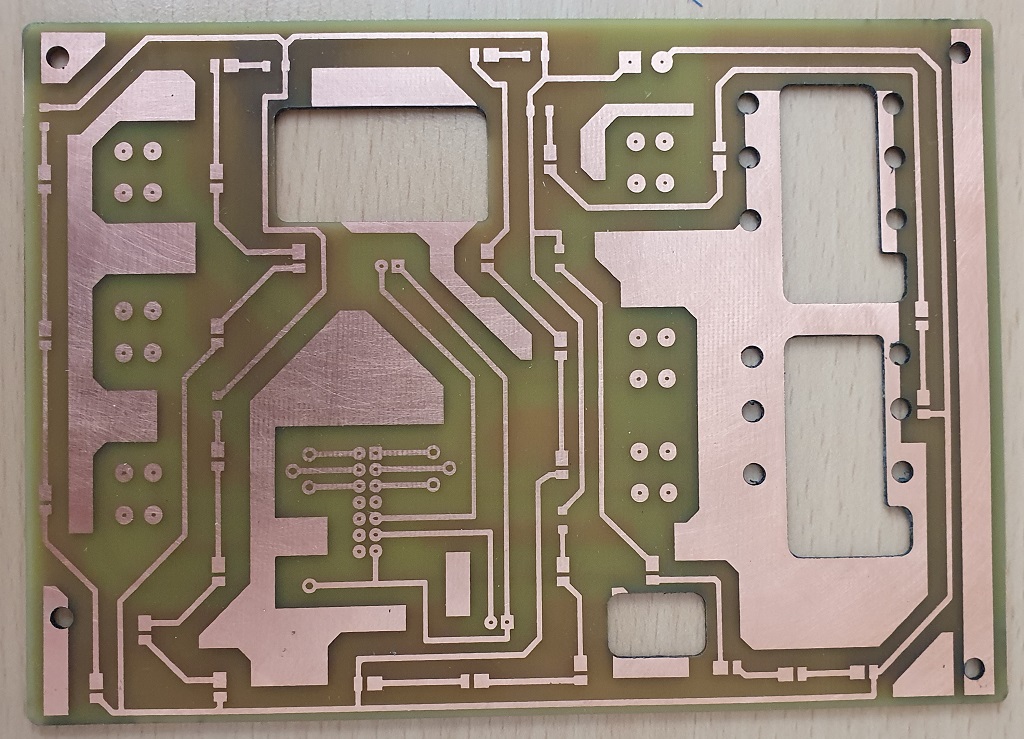
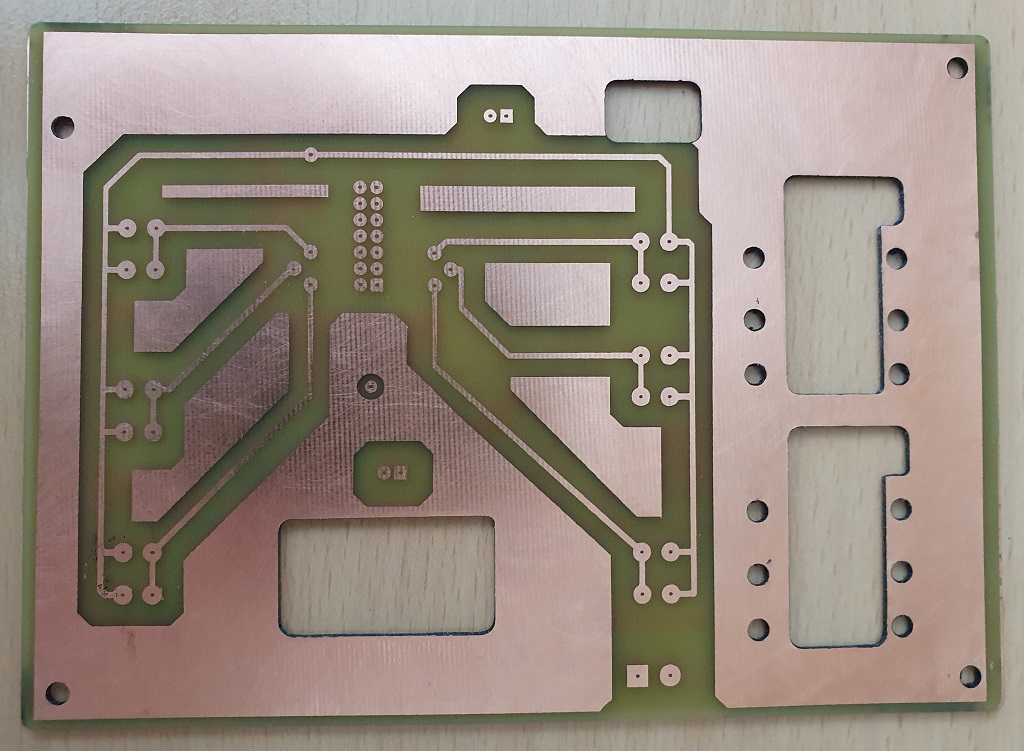
Dans KiCad, j’exporte les 3 couches F.Cu, B.Cu et Edge.cuts au format .dxf.
Je reprnds ensuite ces 3 fichiers dans une CAO/DAO capable de traiter les .dxf, en l’occurence Turbocad :
chargement de B.Cu et superposition de Edge.Cuts ; idem avec F.Cu.
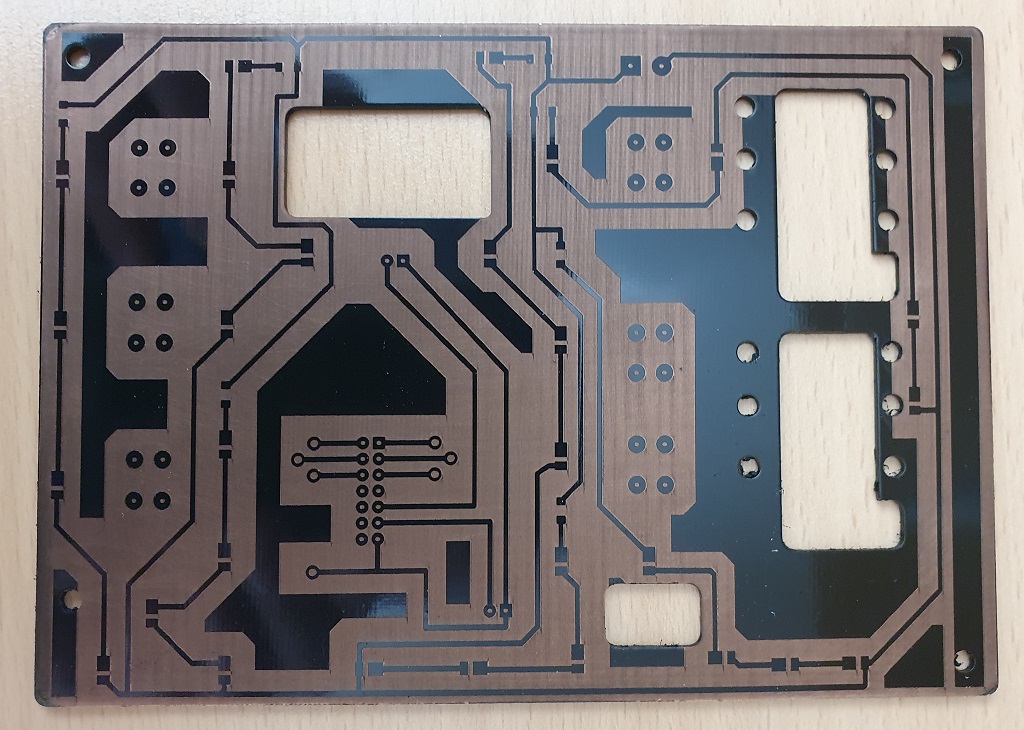
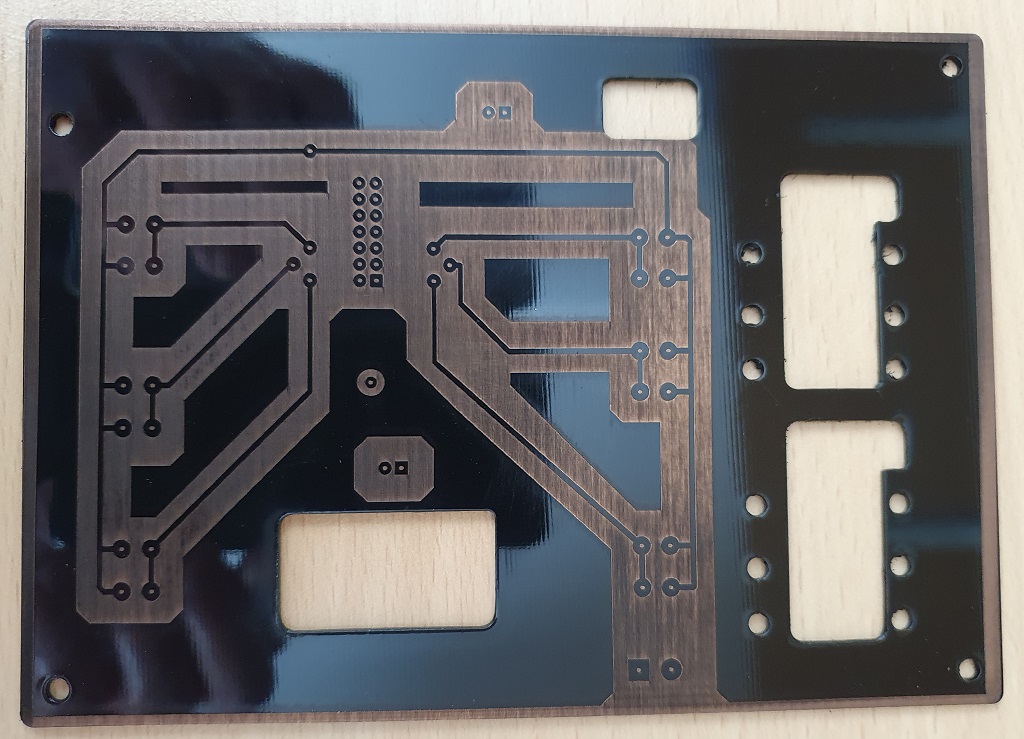
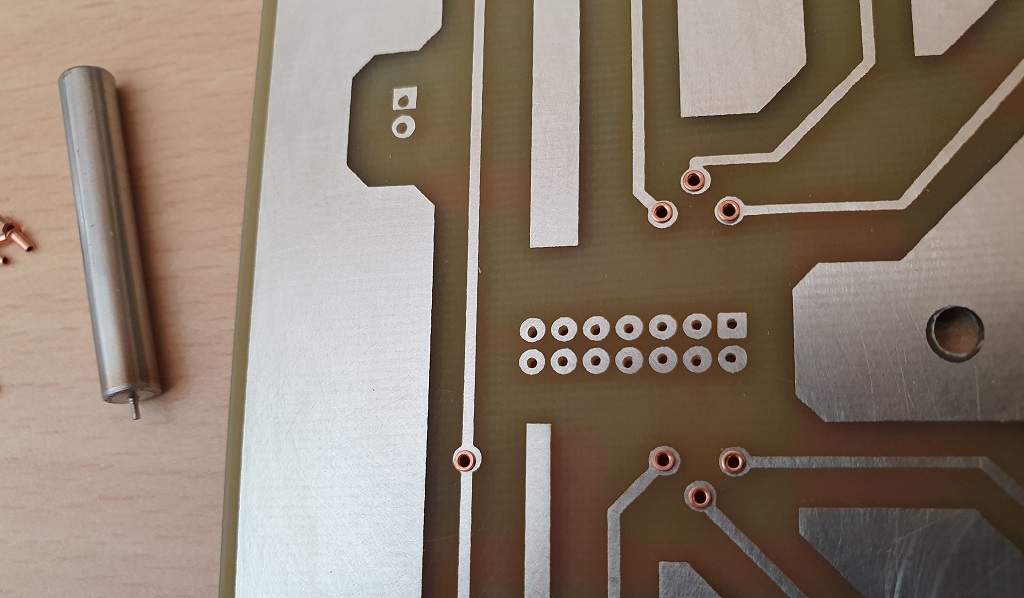
Sur les 2 fichiers obtenus, je rajoute ensuite les réserves, retire les éventuelles ouvertures, et rajoute un cadre +0.1 mm tout autour, future limite de la gravure ; il s’agit d’obtenir les 2 fichiers finaux de gravure.
Finalement, import dans LightBurn et paramétrage des opérations de gravure.
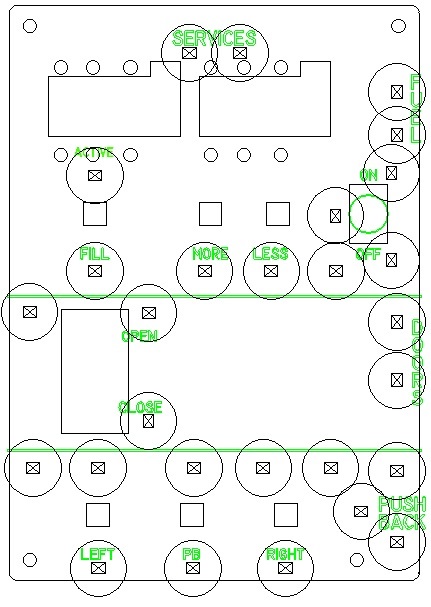
Nb : avant ces opérations, je prépare un .dxf contenant le contour du PCB, les ouvertures, le placement des composants dont le positionnement est imposé, … ; c’est ce fichier que j’importe ensuite dans KiCad-PcbNew dans une couche autre que Edge.cuts, c’est ce qui va me servir ensuite de repère pour toutes les opérations de placement.
Michel
Bonjour,
Je suis très impressionné par votre travail.
Est ce que vous avez modélisé vous même la gravure laser ? Si oui dans le logiciel de la découpe laser ou plutôt sur solide works ou fusion 360 ?
Merci beaucoup
Bonjour,
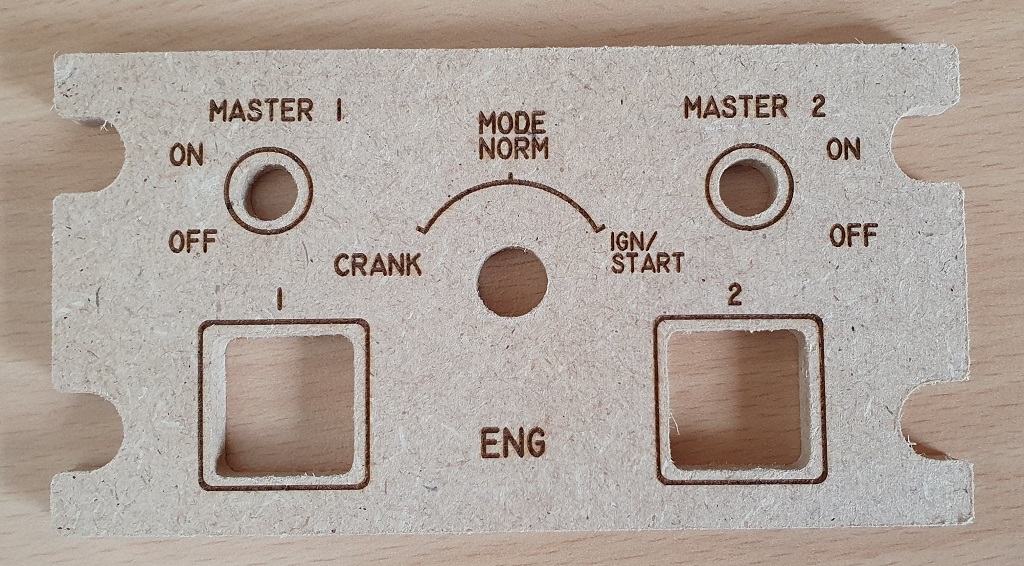
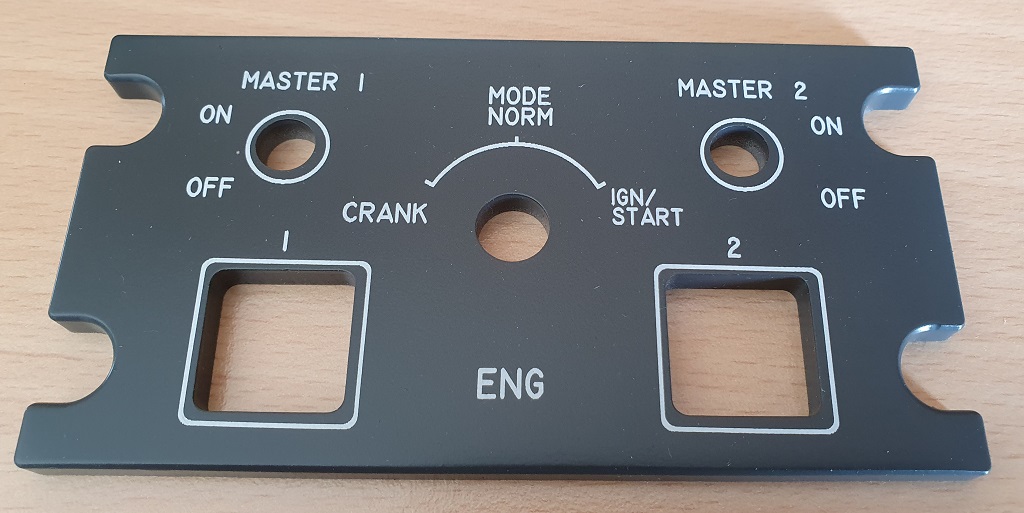
le dessin de la gravure peut être réalisé dans Lightburn (le logiciel de gravure), mais les fonctionalités du logiciel sont tout de même un peu pauvres ; nul besoin d’une CAO 3D comme SW ou Fusion, une CAO 2D est suffisante, il s’agit simplement de pouvoir produire un résultat au format dxf ; pour ma part, tous les dessins de panels sont réalisés sous Turbocad.
Michel
Bonjour,
super merci pour votre réponse.
Est ce que ça ne vous dérange pas de me transferer les fichiers DXF ?
Merci beaucoup d’avance
Eliott
Bonjour Eliott,
Je suis désolé de répondre par la négative : j’ai par le passé souvent répondu positivement, cela ne m’a valu que des ennuis.
En l’occurence, les panels dont il s’agit sont des panels spécifiques, derrière la gravure il faut les fichiers de réalisation du panel, puis le schéma électrique et le dessin du PCB, puis le programme pour l’animer, etc … je ne suis plus prêt à assumer le suivi de tout celà.
Celà étant, disposer de l’outil de CAO reste à peu près indispensable pour se lancer dans ces réalisations, et dès lors le dessin de la gravure est certainement l’opération la plus simple à réaliser !
Michel
Bonjour,
Je comprends tout a fait.
Merci beaucoup du conseil !
Eliott