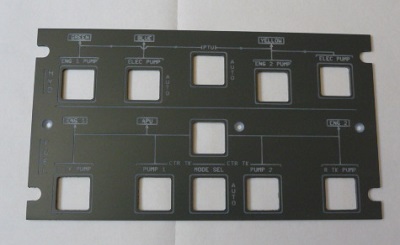
La face est ensuite finement poncée (grain 600 à 800) puis peinte à l’aérographe, peinture vinylique satinée, j’applique 4 à 5 couches, séchage rapide de chaque couche au sèche cheveux. Il est important d’obtenir une peinture bien sèche et solide.
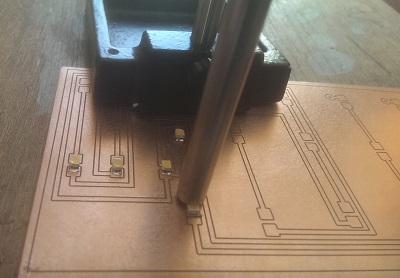
Vient ensuite la phase de gravure à la CNC : il faut repositionner précisément la plaque sur la CNC de façon à retrouver le même repère géométrique que celui de la découpe ; je procède comme suit :
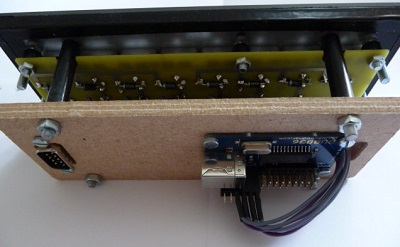
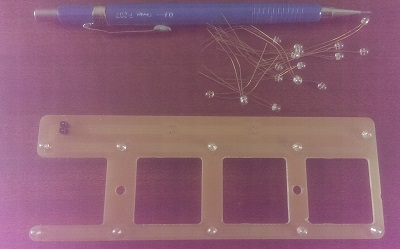
Dès la phase de découpe, je fixe la future face sur une plaque rectangulaire de mdf (adhésif double face de précision, il est important que l’ensemble soit d’épaisseur très constante – précision de l’ordre du 1/10 requise) ; cette plaque est fixée sur la cnc, contre une équerre elle-même fixée sur la table de la cnc ; cette équerre permettra un repositionnement précis de la plaque après peinture.
Après la découpe, je n’arrête pas la CNC, de façon à ce que les coordonnées de la machine soient conservées ; je retire la plaque, protège avec de l’adhésif les 2 bords de la plaque en contact avec l’équerre (pour que la peinture ne modifie pas la géométrie de la plaque), et procède à la peinture. Une fois la face bien sèche, il suffit de repositionner la plaque support contre l’équerre, et d’entreprendre la gravure.
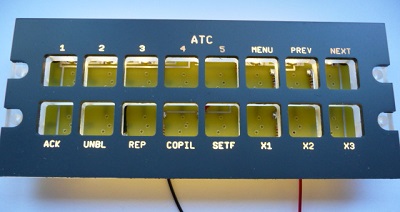
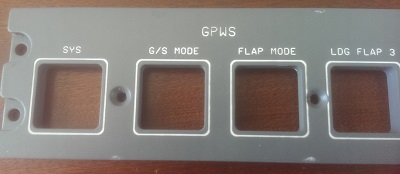
Je grave avec une fraise javelot pointue (15°, diamètre pointe 2/10) ; il faut avoir dessiné les inscriptions avec une police filaire (opération de gravure), ou une police contour (opération poche) ; profondeur de gravure de 1/10, si insuffisant il faut repasser avec une profondeur de 15/100, voir 20/100.
La difficulté de la gravure résulte du fait que la planéité du PMMA n’est pas parfaite : si la gravure offre la bonne profondeur à certains endroits, elle risque d’être insuffisante à d’autres endroits, d’où de nécessaires reprises ; il est pratique, lors de la définition des opérations de gravure, de les regrouper par zones géographiques restreintes, de façon, lors d’une opération de reprise, à pouvoir ne reprendre que les zones insuffisamment gravées.










je viens de redécouvrir ton site et c’est IMPRESSIONNANT !
je t’admire dans ta détermination à trouver une solution et transmettre ton savoir….
Encore BRAVO !
Philippe (Philecot)
bonne année 2019
Merçi Philippe ! c’est vrai que trouver comment faire me motive énormément ; en ce moment, c’est une seconde version du sidestick qui me mobilise, mais le comment faire n’est pas encore complètement là …
Très bonne année 2019 à toi et à tous les “simmers”.
Michel
Bonjour Michel
pour tes panels tu dois pouvoir effectuer un surfaçage pour obtenir une épaisseur “plus” identique de toute la surface de ta pièce ?
Je ne pense pas que ce soit moulé car il y aurait quand même necessité de faire un surfaçage avant gravure
Il est possible que l
Et si tu fait ta gravure sur la matière brute et que tu peints le blanc qui rentrera dans tes gravures avec donc une plus grosse épaisseur dans les creux
Tu peints ton gris et tu repasses en gravure moins profond pour conserver du blanc partout …aussi bien au fond de ta gravure que sur les cotés
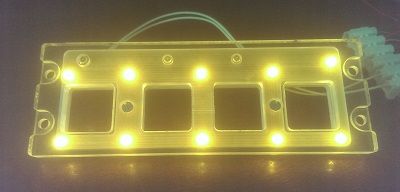
Ne laissant ainsi aucun passage de lumiere en cas de source trop proche de la gravure
N’y aurait-il pas une petite couche de noir au dessus du blanc ?
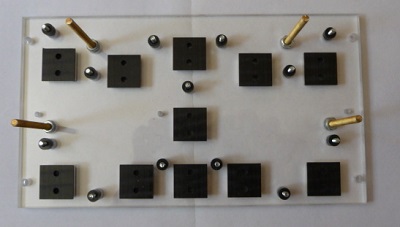
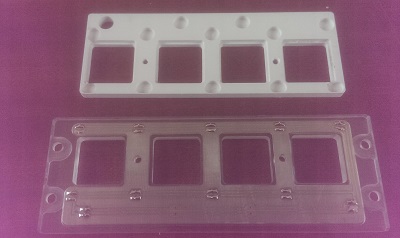
Pour les boutons, c’est du transparent (certainement usiné plutot que coulé ) avec une couche de noir et ensuite le gris clair.
Il est possible que ce soit de la matière extrudée qui passe ensuite dans un “refroidisseur conformateur” pour finir aux tolérances exigées.
C’est pour te changer de ton acharnement sur le stick !
Amicalement
Philippe
Bonjour Philippe,
j’ai déjà essayé les 2 pistes que tu suggères :
– Le surfaçage : tant à la fraise qu’au fly-cutter, le résultat n’est pas satisfaisant dans la mesure où les traces laissées par les outils se voient une fois le panel peint ; je pense que cela tient à la nature du support, le PMMA, dont la température de ramollissement est vraiment très faible.
– Graver d’abord, puis peindre en blanc puis en gris, puis re-graver : il y a une première difficulté, surmontable mais c’est lourd : repositionner parfaitement le panel, après la découpe, puis après la première gravure ; et puis surtout, il faut noter que lorsqu’on peint, il y a un très léger “bourrelet” de peinture qui s’accumule le long des arrêtes vives, et donc le long des bords de la gravure, ce qui fait que la seconde gravure n’est pas vraiment nette.
Mais je dois t’avouer que sur ce second point, je n’ai pas vraiment insisté, je vais y repenser.
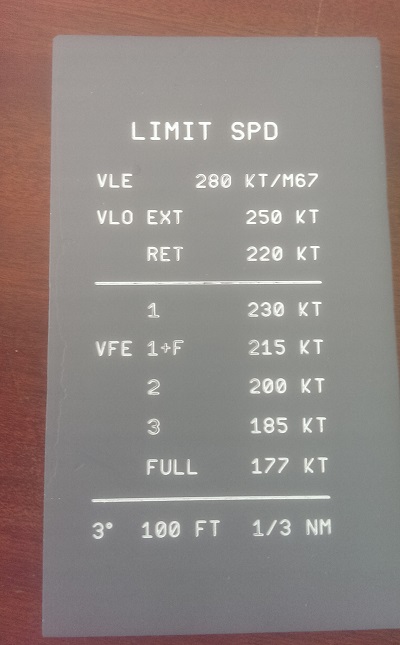
Quand à une couche de noir entre le blanc et le gris, je peux t’affirmer qu’il n’y a pas ça sur le vrai panel en ma possession (COMPT TEMP, A350) ; cela se verrait sur tous les chanfreins, en particulier sur le pourtour des korrys ; mais pour les boutons, why not, je crois que c’est d’ailleurs le cas dans la réalité.
Michel